 微信服务号
微信服务号生产工艺
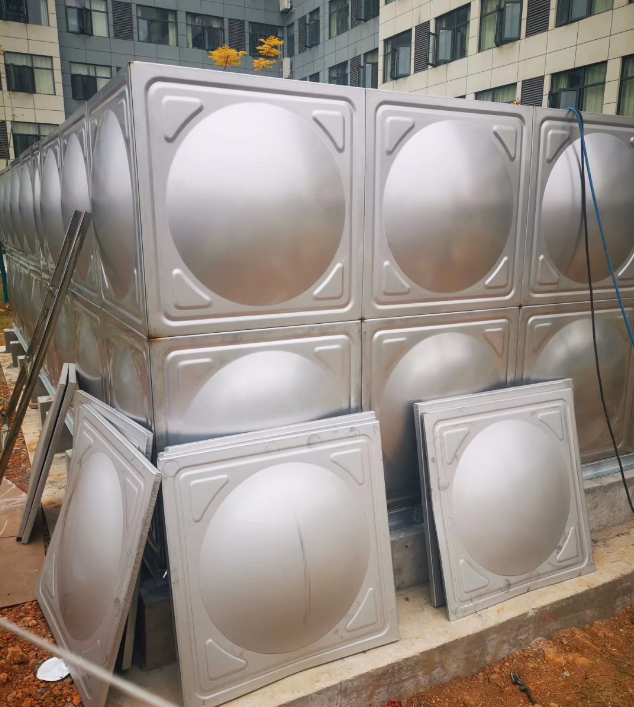
武汉亚洲AV日韩AV蜜桃在线播放不锈钢蜜桃色欲AV久久无码精品焊接质量怎么样?
不锈钢蜜桃色欲AV久久无码精品质量的好坏,焊接技术起到决定性作用,如果焊接不好,不仅会使蜜桃色欲AV久久无码精品出现变形的现象,一般情况下,专业的焊接技术人员知道,焊接的产生的变形因素可以通过焊后退火消除,或是在焊前事先做反变形抵消。
据武汉亚洲AV日韩AV蜜桃在线播放不锈钢蜜桃色欲AV久久无码精品小编了解,优质的焊接技术采用垂直外特性的电源,直流时采用正极性。直白来说,就是焊丝接负极。焊材的厚度一般为6mm以下薄板,焊接后成型美观,变形的机率小。
值得注意的是,保护气体为氩气,纯度为99.99%。当焊接电流为50~150A时,氩气流量为8~10L/min,当电流为150~250A时,氩气流量为12~15L/min。 为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净, 焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm为佳,过长则保护效果不好。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为10°左右。
相关资讯
蜜桃视频在线网址资讯 shldoa.com
联系亚洲AV日韩AV蜜桃在线播放
电话:027-83893889
手机:15926221333 王经理
电话:027-83893889
传真:027-83386079
Q Q:7748867
邮箱:wwxpp@126.com
工厂地址:武汉市东西湖区吴家山田园大道新城十四路
 鄂公网安备 42011202000782号
鄂公网安备 42011202000782号

